
Глава първа
представяне на продукта
Разбивайки традиционната концепция за дизайн и производствена техника, също така съчетавайки характеристиките на платовете с кръгло рязане на пазара, ние независимо разработихме нашата кръгла плетачна машина.
Приложения:
Одеяла, килими, коралово руно, плат с висок косъм, борови тъкани, паунов кашмир, PV руно, сламен кашмир и всички видове материали за облекла.
Технически данни:
Модел: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
Диаметър на цилиндъра: 30-38 инча
Размер на иглата: 14G-32G
Фидер: 12F-32F
RPM: 1-23r/min
Мощност: 4kw, 5.5kw
Височина на купчината: 4-25, 25-50 мм
Глава втора
Разтоварване и Монтаж
Разтоварване на основната рамка
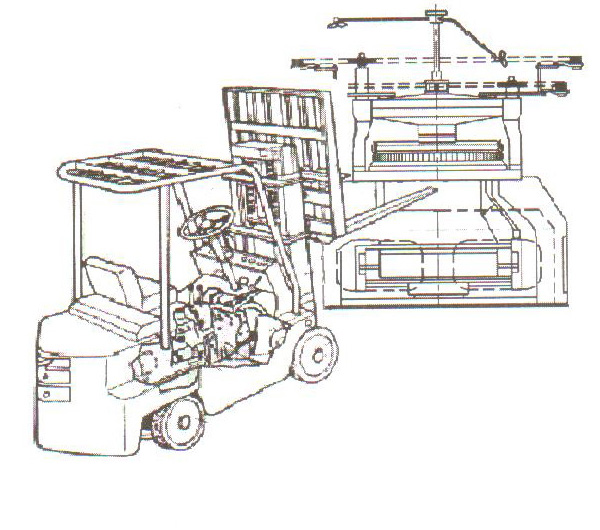
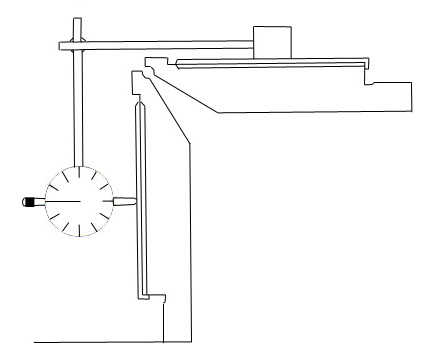
Използвайте повече от 5 тона мотокар, за да разтоварите рамката, метод, както е показано на фигура 1-1, моля, прочететеинструкции по-долу:
1.Преди разтоварване преместете трансмисионната система с ръка, за да направите устройството за навиване на плат успоредно на основния крак (обикновено машините са били в това състояние преди доставката).
2. Бавно заредете рамото на мотокара между двата чифта крака и го повдигнете вертикално от дъното (внимание: поставете дървен блок между рамото и машината, за да избегнете повреда поради приплъзване на машината по време на разтоварването)
3. По време на разтоварването дръжте машината на около 30-50 см над земята, не позволявайте да се движите по неравен път, не позволявайте да спирате или да се движите внезапно и внимателно светвайте нагоре и надолу.
4. Ако машината не е доставена до фабриката на клиента, моля, уверете се, че сте я поставили на сухо и чисто място, за да избегнете въздействието на котките и корозията, за да избегнете нормалната използваемост на машината.
Разположение на машината и монтаж:
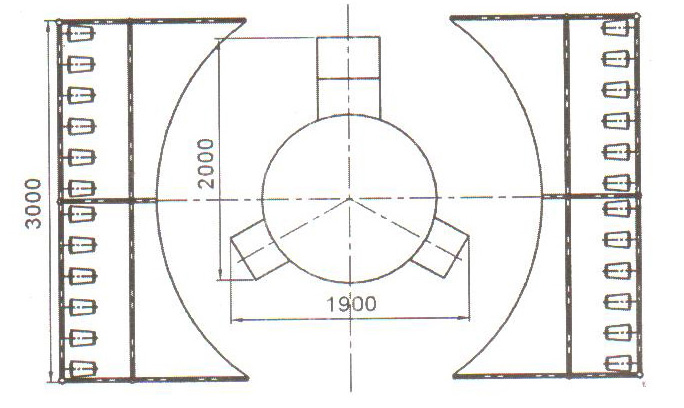
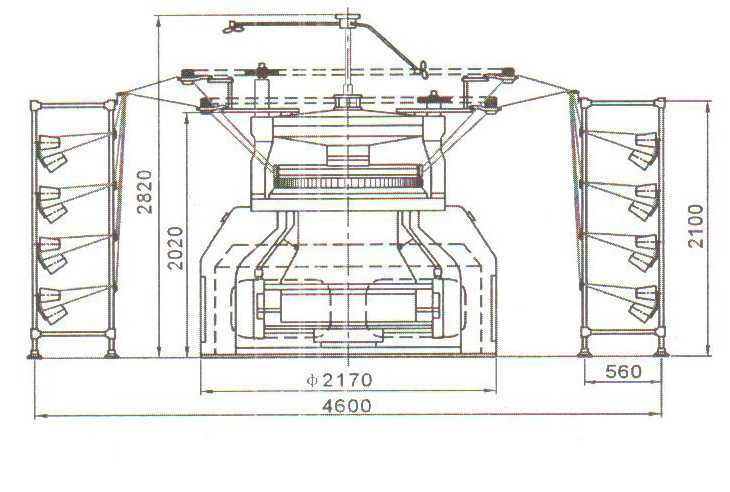
1. Преди да фиксирате позицията, измерете позицията на рамката и ролката, за да се уверите в позицията за инсталиране, според размера на фигура 1-2
2. След като фиксирате позицията, използвайте градиентър, за да изравните внимателно повърхността на машината (можете да регулирате крачния винт на главния крак и краката, за да осигурите страничната грешка не повече от 5 мм)
Разположение и комбинация от гребена
1. Потвърдете позицията на макарата според размера на фигура 1-2.
2. Свържете цилиндричната колона и нейния транец и поставете рамката на гребена
3. Инсталирайте четирите по-дебели алуминиеви ленти от задната страна на макарата (за да монтирате релсата на тръбата на преждата), а другите четири по-тънки трябва да бъдат монтирани преди макарата (за да инсталирате притискащото устройство)
4. Височината на алуминиевите ленти за подаване на преждата трябва да е по-висока от алуминия на пресата, така че при плетене подаването на преждата ще бъде гладко, няма да се счупи лесно.
5. Инсталирайте притискащото устройство на предните алуминиеви ленти, монтирайте релсата на тръбата на преждата на ролката на задните алуминиеви ленти.Спазвайте равномерно разстояние, за да избегнете подаване на прежда.
Комбинация от прежда изпращане
1. Инсталирайте и регулирайте трансформациите и колоните на ролката за подаване на прежда
2. Инсталирайте горната кръгла рамка, горното устройство за съхранение на прежда и захранващите проводници на устройството за автоматично спиране.
3. Инсталирайте захранващите проводници надолу кръгла рамка, устройство за съхранение на прежда и автоматично спиращо устройство.
4. Инсталирайте предавателния ремък нагоре и надолу.
5. Инсталирайте горния и долния колектор за прах, обърнете внимание, за да регулирате позицията на вентилатора.
6. Регулирайте алуминиевата плоча на преждата
7. Свържете захранването на устройството за автоматично спиране.
Глава трета
Технически стандарт и първична корекция
Цялата наша машина е подложена на стриктно инжектиране, настройка и работа по пускане в експлоатация преди доставка (цялата машина трябва да работи повече от 48 часа)
Технически стандарти
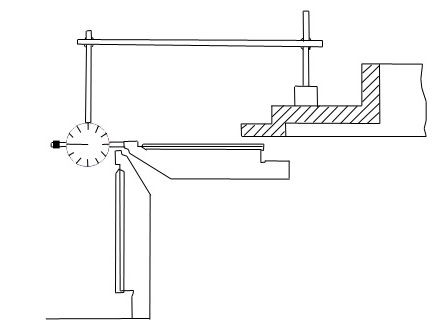
1. Самостоятелна плоскост на циферблата с игла нагоре
Стандартен≤0,05см
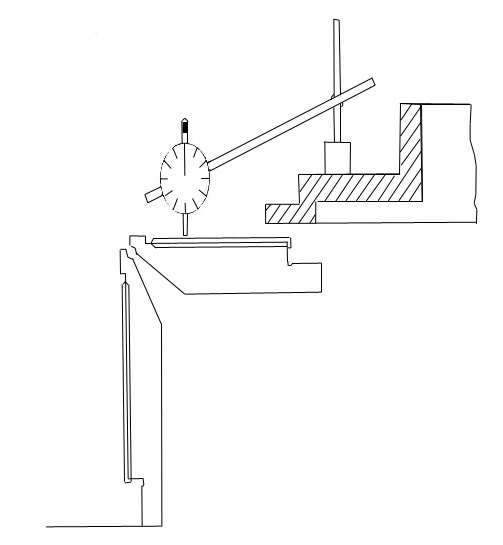
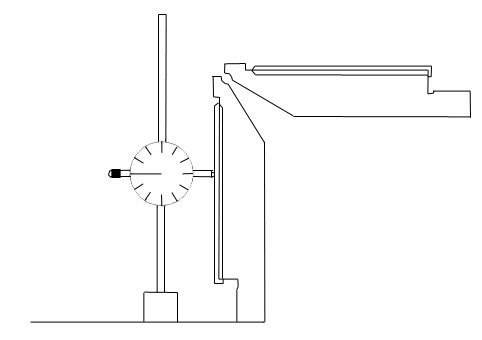
2. Самостоятелна закръгленост на циферблата на иглата нагоре
Стандартен≤0,05см
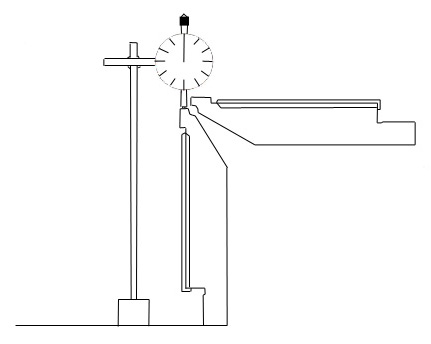
3. Самостоятелна закръгленост на барабана с иглата надолу
Стандартен≤0,05см
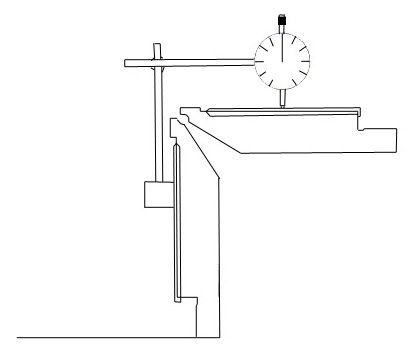
4. Самостоятелна плоскост на барабана с иглата надолу
Стандартен≤0,05см
5. Същата равнина на циферблата на иглата и барабана на иглата надолу
Стандартен≤0,05см
6. Еднаква закръгленост на циферблата на иглата нагоре и барабана на иглата надолу
Стандартен≤0,05см
7. Пространство между горните гърбици и игления барабан
0,15 мм-0,25 мм
8. Пространство между долните гърбици и барабана на иглата
0,15мм-0,25м
Първична корекция
Обикновено нашата машина преминава през стриктно инжектиране преди доставката, но за да ви позволим да използвате машината по-безопасно, проверете и коригирайте преди употреба.
1.Проверете задвижването на двигателя
Свържете захранването и проверете посоката на движение на двигателя, ако посоката е различна от етикета на двигателя, незабавно сменете окабеляването на двигателя (разменете две от трите фази на клемата на двигателя).
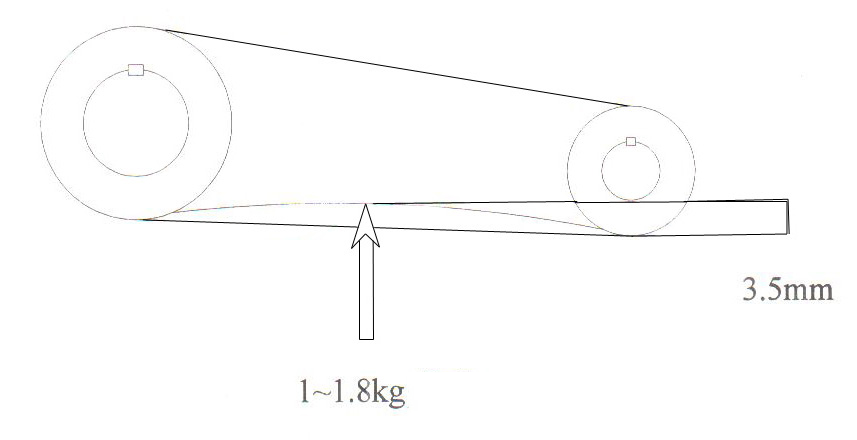
2. Проверка и настройка на задвижващия ремък на двигателя
Преди работа проверете напрежението на задвижващия ремък на двигателя.Увеличете 1-1,8 kg сила в средата на колана, направете линейната деформация на колана по-малка от 3,5 mm, регулирайте го, докато изпълните изискването.Метод на регулиране: разхлабете заключващия винт на основата на двигателя, регулирайте копринената шапка за регулиране на напрежението на двигателя, докато напрежението отговаря на изискването, и затегнете винта.
Внимание: през първите три дни проверете отново веднъж и след това на всеки три месеца.
3. Регулиране на системата за обдухване
Вентилаторът на системата за издухване трябва да се регулира специално, докато вентилаторът се постави в най-добрата позиция.Така че, когато захранването е включено, вентилаторът може да издуха всеки ъгъл на захранващата прежда.
4.Регулиране на нишкопреносната система
(1) Микро регулиране на алуминиевата плоча за подаване на прежда.
Променете диаметъра на алуминиевата плоча за подаване на прежда, предавателното отношение ще се промени и количеството на подаване на преждата ще се промени.Методите са по-долу:
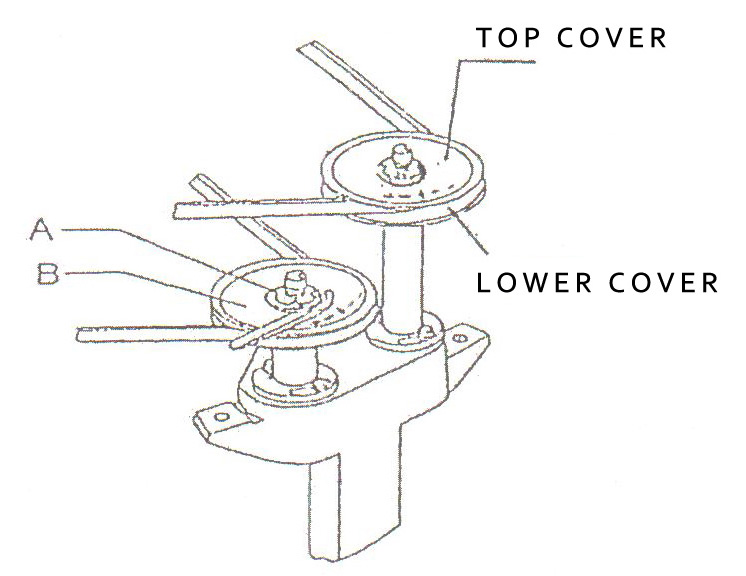
①Първо, използвайте гаечен ключ, за да разхлабите кръглата гайка A в горната част на алуминиевата плоча за подаване на нишка.
②Завъртете капака в посока „+“, 12-те плъзгача вътре в плочата ще се разширят навън, за да увеличат диаметъра на колелото и да увеличат количеството за подаване на прежда.Обратно, завъртете на „-“, количеството за подаване на прежда ще намалее.При въртене дръжте успоредно, в противен случай плъзгачите може да изпаднат от слота.
③ диапазонът на диаметъра на алуминиевата плоча за подаване на прежда ще бъде: 70-202 mm
④След регулиране на плочата, заключете отново кръглата гайка.
(2) Регулиране на напрежението на трансмисионния ремък за подаване на прежда
Ако коланът е твърде разхлабен, устройството за съхранение на прежда ще се изплъзне и ще застоя и ще повлияе на подаването на преждата.Така че преди пускане в експлоатация регулирайте най-добре трансмисията за подаване на нишка, както е показано по-долу:
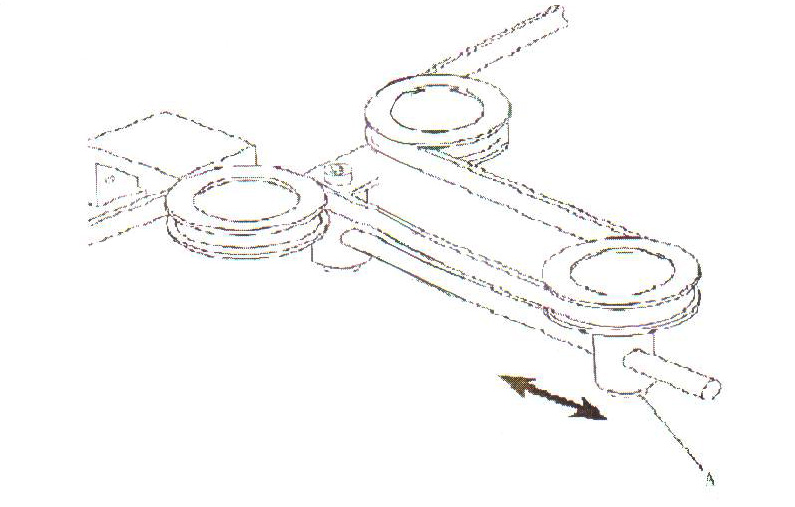
①разхлабете винта A
②Издърпайте колелцето за превъртане навън по протежение на плъзгача, уверете се, че напрежението на колана върху устройството за съхранение на прежда е същото.
③заключете винта A
1.проверка на смазването с грес
Проверете смазването на всяка част от трансмисионната система и системата за търкаляне на плат, ако има някакви ненормални, навременно добавете смазването с грес
Глава четвърта
Нормални проблеми по време на плетене
Дупка
· Основно причинено от груба прежда
·Поради лошо качество или прекалено изсъхнала прежда
·Грешна позиция на отвора за подаване на преждата
·Напрежението на преждата е твърде голямо или напрежението на намотката е твърде голямо
· Плътността на бобината е твърде висока
· Кръгът на плетене е твърде дълъг и тъканта е твърде тънка
Липсваща игла
·Грешна позиция на отвора за подаване на преждата
·Напрежението на преждата е твърде малко
·Кръгът на плетене е твърде дълъг
·Неправилен отвор за подаване на преждата
·Отворът за подаване на повърхностна прежда е твърде висок
Феноменът на Тък
·Напрежението на намотката е твърде малко
· Плътността на тъканта е твърде висока
· Езикът на иглата е повреден
Увреждане на езика на иглата
·Позицията на захранващия отвор е твърде висока, твърде предна или твърде отзад, обърнете внимание дали преждата е влязла в захранващия отвор.
Сблъсък с игла
· Липса на масло или неправилна употреба
·Качеството на преждата е твърде поресто или макарата не е подходяща за габарита
·Скоростта е твърде висока или плътността на тъканта е твърде висока
· Причинено от счупен барабан на иглата, циферблат на иглата или ексцентрик
· Оригиналите за плетене не са гладки, не са достатъчно чисти
· Разстоянието между циферблата за плетене и барабана беше грешно
Раета
·Неправилно регулиране на повърхностното напрежение на нишката
· Качеството на преждата е различно
·Неправилно регулиране на позицията на притискащото колело
·Неправилно регулиране на напрежението на долната нишка
Бар
· Ножът не е остър
· Твърде много прах в ножа и куката на ножа е твърде стегната
·Липса на масло, количеството масло е твърде малко
Глава пета
Поддръжка
Високата скорост и висока прецизност на съвременната машина за плетене се нуждае от високи изисквания за поддръжка, следователно нашата компания сериозно обобщи някои методи за поддръжка на ежедневната работа, надяваме се, че клиентите могат да се съобразят с предложенията, за да може машината да работи в най-добро състояние
Първоначално използване и поддръжка на машината
1. Когато машината завърши инсталацията и започне да произвежда, скоростта не може да бъде твърде висока, през първата седмица 20 часа на ден), поддържайте скоростта в рамките на 10r/min.след една седмица постепенно регулирайте скоростта до нормална
2. Първият месец принадлежи на период на стартиране, един месец по-късно, сменете машинното масло в машината Grail и се сменя на всеки три месеца
3. Съхранявайте машинното масло 1/2-2/3 от маслоизравнителя, доставяйте навреме, когато маслото е недостиг, за да избегнете повреда на износващата се плоча и да причините блокиране на машината
Ежедневна поддръжка
1. Почиствайте праха, закрепен върху ролката на преждата и повърхността на машината всяка смяна, за да поддържате частта за плетене и апарата за дозиране чисти
2. Проверявайте устройството за автоматично спиране и устройството за безопасност на всяка смяна, ако има някакви ненормални, поправете ги или ги сменете незабавно.
3. Проверявайте устройството за подаване на прежда на всяка смяна, ако има нещо необичайно, регулирайте го незабавно
4. Проверете огледалото за машинно масло и тръбата за нивото на маслото на резервоара
Седмична поддръжка
1. Почистете скоростната алуминиева плоча за подаване на прежда и почистете натрупания прах в плочата
2. Проверете дали напрежението на ремъка на трансмисията е нормално и трансмисията е стабилна
3. Проверете въртенето на машината за валцуване на плат
Месечна поддръжка
1. Отстранете цялата камера, за да почистите праха
2. Почистете вентилатора за отстраняване на прах и проверете дали посоката на вятъра е правилна.
3. Почистете всички електрически аксесоари от праха
4. Прегледайте работата на всички електрически аксесоари, включително система за автоматично спиране, алармена система за безопасност, система за проверка)
Полугодишна поддръжка
1. Почистете целия циферблат на иглата и иглата, проверете всички игли, ако има някаква повреда, сменете незабавно
2. Почистете машината за пръскане на масло и проверете дали маслото не е запушено
3. Почистете и проверете устройството за съхранение на прежда
4. Почистете двигателя и трансмисионната система от прах и масло
5. Проверете дали събирането на отработеното масло е безпрепятствено
Годишна поддръжка
1. Компонентите за плетене са сърцето на машината за плетене, те са пряката гаранция за качеството на тъканта, о, наистина е важно да поддържате компонентите за плетене
2. Почистете жлеба на иглата, за да избегнете прах в тъканта за плетене.метод: заменете преждата с ниско качество или отпадъчна прежда, отворете машината с висока скорост и инжектирайте голямо количество масло през цилиндъра, работете, докато зареждате, докато отработеното масло излезе напълно от канала.
3. Проверете дали има повредена игла, ако да, сменете я незабавно;ако качеството на тъканта е твърде лошо, трябва да помислите дали всички се актуализират.
4. Проверете дали жлебът на цилиндъра е на същото разстояние (или проверете дали повърхността на тъканта има ивици), дали стената на жлеба на иглата е стегната.
5. Проверете състоянието на износване на гърбиците и проверете дали позицията на монтаж е правилна и дали винтовете са стегнати
6. Проверете и коригирайте всяка позиция на устата за подаване на прежда, ако има някаква повреда, сменете незабавно.
7. Проверете позицията на монтаж на всяка стеснителна гърбица, за да се уверите, че дължината на всеки плат е еднаква
Начин на смазване, масло и смазване
1. Начин на смазване и масло
(1) Проверявайте циферблата и машината за валцуване на плат всеки ден, ако маслото е по-малко от 2/3, добавете маслото.Използвайте машинно масло N10#-N32#.При половингодишна поддръжка, ако има маслен прах, сменете веднага.
(2) Проверявайте основното зъбно колело на цилиндъра всеки месец, добавяйте грес, използвайте литиева смазочна грес No.3
(3) При поддръжка на всеки половин година проверявайте всяка трансмисия, добавете грес, използвайте литиева смазочна грес No.3.
(4) Цялото смазване на компонентите за плетене трябва да използва масло за плетене (включително машинно масло за инжектиране), като например масло за високоскоростни кръгли плетачни машини England waker.
2. Смазване
Познавайте добре типа масло и времето за смазване на всеки компонент, за да сте сигурни, че цялата машина може да бъде смазана в зададеното време с определено масло и зададена доза.
Престой и запечатани съображения
Поддръжката и грижите за машината трябва да се извършват в съответствие с процедурите за поддръжка на половин година, първо добавете смазочно масло в частите за плетене, след това присъединете маслото против ръжда върху иглата за плетене, накрая покрийте машината с брезент, напоен с масло за игли и запечатан на сухо и чисто място.
Съхранение на машинни принадлежности и резервни части
За често използвани и бързо износващи се части нормалният резерв е важна гаранция за непрекъснатост на производството.Средата за съхранение трябва да е хладна, суха и с малка разлика в температурата, необходима е и редовна проверка.
Методът на съхранение е както следва:
1. Съхранението на иглата на цилиндъра и циферблата на иглата
Първо почистете иглата на цилиндъра и след това я поставете в дървената кутия, която е поставена в машинно масло и обвита с маслена кърпа, за да избегнете удари и деформация.Когато използвате, използвайте сгъстен въздух, за да отстраните машинното масло вътре в иглата на цилиндъра, след което добавете масло за иглата.
2. Съхранението на камери
Класифициране на гърбиците и поставяне на склад, който имаше съхранение в кутията и добавете масло против ръжда, за да избегнете ръжда.
3. Съхранението на игли за плетене
(1) Новата игла за плетене трябва да бъде поставена в оригиналната опаковъчна кутия и не отстранявайте печата.
(2) Старата игла за плетене трябва да бъде чиста, проверете, изберете повредените, класифицирайте ги и ги поставете на склад с маслото за иглата, за да избегнете ръжда.
Поддръжка на електрически части
1. Значението на поддръжката
Веригата на плетачната машина съдържа прецизен електронен компонент - инвертор.При практически приложения, поради околната температура, влажност, вибрации, прах, корозивни газове и други фактори на околната среда, надеждността и експлоатационният живот на инвертора ще бъдат силно засегнати.Ако се поддържа правилно, не само за осигуряване на надеждност, но и за удължаване на експлоатационния живот и ще намали производствените загуби, причинени от случаен отказ.Поради това е необходима редовна поддръжка на инвертора и периферните вериги.
2. Проверка на инвертора и периферните вериги
За работещ работен инвертор и управляващи вериги обикновено трябва да се направят следните проверки:
(1) Температура на околната среда: Нормална като цяло - диапазон от 10 ℃ ~ + 40 ℃, също при 25 ℃ или така.
(2) Входното напрежение на инвертора: нормалният диапазон е 380V±10%.
(3) Редовно почистване на долната част, прах в контролната кутия, за да се поддържа вътрешността на електрическата кутия чиста, препоръчва се почистване веднъж на ден след смяна на смяната.
(4) Маслото ще ускори стареенето на кабелите, ако електрическата кутия вътре случайно попадне в маслото, моля, почистете навреме.
(5) Проверявайте редовно изпускателния вентилатор на електрическата кутия, ако е повреден, моля, сменете я навреме, за да сте сигурни, че вътрешната температура на електрическата кутия не е твърде висока.
3.Редовна проверка
Използвайки годишното време за основен ремонт на оборудването и поставяйки фокуса на проверката върху вътрешния бит на инвертора.
(1) Когато правите редовна поддръжка, трябва да изключите захранването преди работа, докато индикаторът за захранване на DC шината на инвертора изгасне, обикновено повече от една минута (колкото по-голям е капацитетът на инвертора, толкова по-дълго е времето за изчакване), и след това извършете операцията.
(2) Демонтирайте външния капак на инвертора, като почистите с прахосмукачка платката на инвертора и вътрешните IGBT модули, входните и изходните клеми и други части.Използвайте памучна кърпа със специални почистващи препарати, за да изтриете мръсните места по печатната платка.
(3) Проверете вътрешната изолация на проводника на инвертора за наличие на корозия или счупени следи, след като бъдат открити, трябва да бъдат обработени или сменени незабавно.
(4) Поради вибрации, температурни промени и други ефекти, някои затягащи елементи на инвертора, като например винт, винаги стават гъвкави, трябва да затегнете отново всички винтове.
(5) Проверете и установете дали входните и изходните реактори, трансформаторите и т.н. не прегряват, изтичат, имат дефектна изолация, променят цвета си и са изгорели или имат миризма.
(6) Проверете дали капацитетът на филтриращия електролитен кондензатор на междинната верига за постоянен ток и характеристиките на зареждане-разреждане са добри, дали външният вид има пукнатини, течове, подуване и т.н., експлоатационният живот на филтърния кондензатор е 5 години, най-дългият период на изследване е една година , и след пет години, моля, заменете го.
(7) Проверете дали работата на охлаждащия вентилатор е в добро състояние, ако откриете необичаен шум, необичайни вибрации, трябва незабавно да смените.В противен случай инверторът ще прегрее и ще повлияе на експлоатационния живот на инвертора.Цикълът на смяна на вентилатора обикновено е 2-3 години.
(8) Проверете съпротивлението на изолацията на инвертора дали е в нормалния диапазон (Всички клеми и клема за заземяване). Обърнете внимание, че не можете да използвате мегаметъра за измерване на платката, в противен случай това ще повреди електронните компоненти на платката.
(9) Изключете кабела на терминала на инвертора R, S, T от края на захранването, изключете кабела на терминала на инвертора U, V, W от края на двигателя, измерете изолацията между всеки фазов проводник на кабела и защитното заземяване с мегаметър дали отговаря на изискването, в норма трябва да бъде по-голям от 1MΩ.
(10) Преди да пуснете инвертора в експлоатация, чиято поддръжка е завършена, инверторът трябва да работи на празен ход с мотор и да пусне тест няколко минути, потвърдете посоката на въртене на двигателя.
Време на публикуване: 20 април 2022 г